Process of CNC Machining Brass
CNC machining is a modern manufacturing process that uses computer numerical control machines to accurately and efficiently shape and remove material from a workpiece. Brass is a commonly machined material due to its excellent machinability, electrical conductivity, and corrosion resistance.
The CNC machining process for brass typically involves the following steps:
-
Material selection: Choose the appropriate type of brass for the desired application, such as free-cutting brass (C36000) or architectural brass (C38500).
-
CAD/CAM programming: Create a computer-aided design (CAD) model of the desired part, and then generate a computer-aided manufacturing (CAM) program to control the CNC machine.
-
Fixturing: Secure the brass workpiece in a vice or fixture to ensure stability and accuracy during machining.
-
Tool selection: Choose the appropriate cutting tools, such as end mills, drills, or taps, based on the desired geometry and features of the part.
-
Machining setup: Install the chosen tools in the CNC machine and set the cutting speeds, feeds, and depths to optimize the machining process.
-
Roughing: Use larger cutting tools to remove the bulk of the material, creating the rough shape of the part.
-
Semi-finishing: Use smaller cutting tools with fine finishes to remove excess material and achieve closer tolerances.
-
Finishing: Use high-precision cutting tools to achieve the final dimensions, surface finish, and features of the part.
-
Quality control: Inspect the machined part using measurement tools, such as micrometers or calipers, to ensure accuracy and meet the desired specifications.
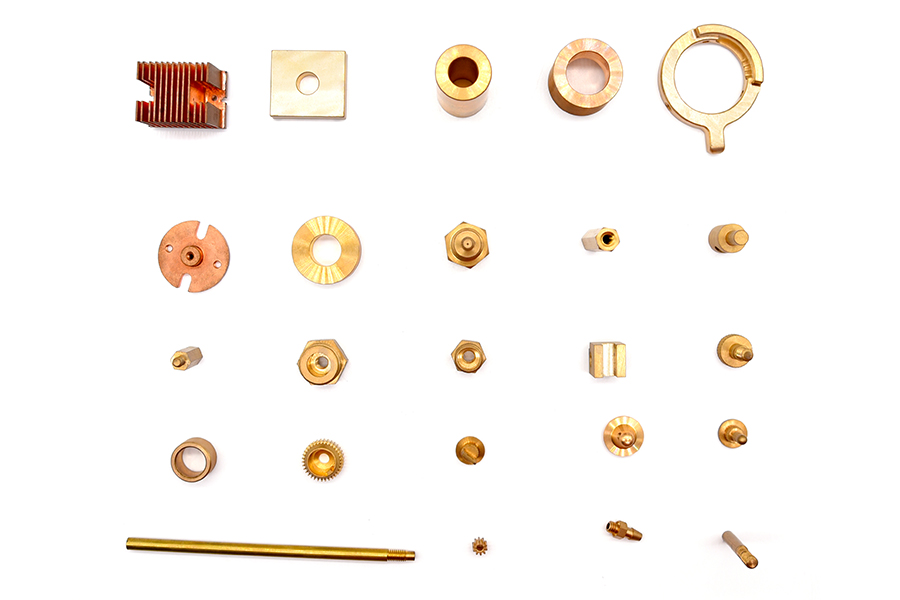
CNC machining brass offers several advantages, including high precision, repeatability, and the ability to create complex geometries. It is commonly used in industries such as automotive, aerospace, electronics, and plumbing for applications like fittings, connectors, valves, and decorative components.
Other tips related to CNC machining brass part
Multi-axis control linkage: Generally, three-axis linkage is used the most, but through some adjustments, a machining center with four-axis, five-axis, seven-axis or even more linkage axes can be achieved. Parallel connection of machine tools: The functions of common machining centers are also relatively fixed. You can combine machining centers and turning centers, or vertical and horizontal machining centers, which can increase the processing range and processing capacity of the machining center. Tool damage warning: Using some technical detection methods, the wear and damage of the tool can be found in time, and an alarm will be issued, so that the tool can be replaced in time to ensure the processing quality of the parts. Tool life management: Multiple tools working at the same time and multiple blades on the same tool can be managed uniformly to improve production efficiency. Machine tool overload power-off protection: According to the maximum load level set according to the load in the production process, when the load reaches the set value, the machine tool can realize automatic power-off and shutdown to protect the machine tool.
The selection of processing technology is carried out according to the structural size, processing range and precision requirements of the parts processed by large CNC lathes, as well as the number of processing. Choose a large CNC lathe with high stability and mass production for processing. Large-scale CNC lathe processing is easy to ensure the accuracy of each processing surface of the workpiece; during processing, the workpiece rotates around a fixed axis, and each surface has the same axis of rotation, so it can better ensure the coaxiality requirements between the processing surfaces. The cutting process of large CNC lathes is relatively stable.
Realize the modular design of precision mechanical parts processing. Actively adopt modular design technology, and strive to form as many parts as possible with a few modules, and on the basis of meeting the requirements, the precision mechanical parts processing products are improved, the performance is stable, the structure is simple, the cost is low, and the module structure, the inter-module Contacts should be as simple and standardized as possible. Under this trend, precision machining factories should increase the investment in science and technology, improve the performance and quality of parts processed products, and get rid of the dilemma of homogeneity, in order to take the initiative in the increasingly fierce market competition. The improvement of this situation will also objectively promote the improvement of my country’s precision machinery parts processing technology level, and the competitiveness of independent brand parts processing enterprises will be enhanced.
The common processing methods in the processing of fine mechanical parts are turning and milling parts, and some common fine parts are milling parts or turning parts. After the workpiece has stopped rough cutting, the entire workpiece has actually been very close to the appearance and size of the workpiece itself, but at this time, there is still a lot of allowance on the surface of the workpiece to stop fine cutting, and the surface of the workpiece after fine cutting is processed. The brighter it is, the more precise the size will be.
Parallelism refers to the degree to which two planes are parallel, and refers to the maximum allowable value of the error that one side is parallel to the other side. If the parallelism does not meet the customer’s requirements, it is necessary to check the accuracy of the processing machine, whether the fixture is fixed in parallel and whether there are problems with other processing accessories. Perpendicularity refers to the degree to which two planes are perpendicular, and is the maximum allowable value of the error between the two planes. If the verticality does not meet the customer’s tolerance requirements, it is necessary to check the accuracy of the machining machine tool, and repair the fixture and other processing accessories.
When machining precision parts in a machining factory, you should be very careful and cautious as a worker. Use a dial indicator to detect the tool on the spindle, so that the static runout is controlled within 3μm, and you need to re-clamp or replace the tool holder if necessary. System; whether it is a part that is processed for the first time or a part that is repeatedly processed periodically, it must be checked and checked one by one according to the drawing process, program and tool adjustment card before processing, especially for the tool length in the program. For compensation and radius compensation, make trial cutting if necessary.
Milling is an advanced cutting method that uses the combined motion of milling cutter rotation and workpiece rotation to achieve cutting processing of workpieces, so that the workpiece can meet the requirements of shape accuracy, position accuracy, and the integrity of the machined surface. Turn-mill composite machining is not a simple combination of turning and milling on one machine tool, but the use of turning-milling composite motion to complete the machining of various surfaces. A new cutting theory and cutting technology.
Related:
cnc machining items brass hot forging parts
cnc machining aluminum rf case
cnc machining stainless steel parts
glock slide cnc machining parts
cnc part machining
cnc machining aluminum chassis
cnc machining parts precision
cnc machining enclosure